1. క్రషర్ బలమైన మరియు అసాధారణమైన కంపనాలకు గురవుతుంది
కారణం: కంపనానికి అత్యంత సాధారణ కారణం టర్న్టేబుల్ యొక్క అసమతుల్యత. ఇది ఈ క్రింది కారణాల వల్ల సంభవించవచ్చు: హ్యామర్ బ్లేడ్లను తప్పుగా అమర్చడం మరియు ఏర్పాటు చేయడం; హ్యామర్ బ్లేడ్లు బాగా అరిగిపోయి, సకాలంలో మార్చకపోవడం; కొన్ని హ్యామర్ భాగాలు ఇరుక్కుపోయి విడుదల కాకపోవడం; రోటర్లోని ఇతర భాగాలకు నష్టం జరగడం వల్ల బరువులో అసమతుల్యత ఏర్పడటం. కంపనానికి కారణమయ్యే ఇతర సమస్యలలో ఇవి కూడా ఉన్నాయి: వదులుతనం వల్ల స్పిండిల్ ఆకారం మారడం; బేరింగ్లు బాగా అరిగిపోవడం వల్ల నష్టం జరగవచ్చు; ఫౌండేషన్ బోల్ట్లు వదులుగా ఉండటం; హ్యామర్ వేగం చాలా ఎక్కువగా ఉండటం.
పరిష్కారం: హామర్ బ్లేడ్లను సరైన క్రమంలో తిరిగి అమర్చండి; హామర్ బ్లేడ్ బరువు వ్యత్యాసం 5గ్రాములకు మించకుండా ఉండేలా దానిని మార్చండి; పవర్ ఆఫ్ చేసి తనిఖీ చేయండి, ఇరుక్కుపోయిన భాగం సాధారణంగా తిరిగేలా హామర్ను కదిలించండి; టర్న్టేబుల్లోని దెబ్బతిన్న భాగాలను మార్చి, దానిని బ్యాలెన్స్ చేయండి; స్పిండిల్ను నిటారుగా చేయండి లేదా మార్చండి; బేరింగ్లను మార్చండి; ఫౌండేషన్ బోల్ట్లను గట్టిగా బిగించండి; భ్రమణ వేగాన్ని తగ్గించండి.
2. క్రషర్ పనిచేస్తున్నప్పుడు అసాధారణ శబ్దం చేస్తుంది
కారణం: లోహాలు మరియు రాళ్ల వంటి గట్టి వస్తువులు క్రషింగ్ ఛాంబర్లోకి ప్రవేశించడం; యంత్రం లోపల భాగాలు వదులుగా ఉండటం లేదా ఊడిపోవడం; సుత్తి విరిగి పడిపోవడం; సుత్తికి మరియు జల్లెడకు మధ్య అంతరం చాలా తక్కువగా ఉండటం.
పరిష్కారం: తనిఖీ కోసం యంత్రాన్ని ఆపండి. భాగాలను బిగించండి లేదా మార్చండి; నలిపే గది నుండి గట్టి వస్తువులను తొలగించండి; విరిగిన సుత్తి భాగాన్ని మార్చండి; సుత్తికి మరియు జల్లెడకు మధ్య ఖాళీని సర్దుబాటు చేయండి. సాధారణ ధాన్యాలకు సరైన ఖాళీ 4-8 మి.మీ., మరియు గడ్డికి 10-14 మి.మీ. ఉండాలి.
3. బేరింగ్ అధికంగా వేడెక్కింది, మరియు క్రషింగ్ మెషిన్ కేసింగ్ ఉష్ణోగ్రత చాలా ఎక్కువగా ఉంది
కారణం: బేరింగ్ దెబ్బతినడం లేదా తగినంత కందెన నూనె లేకపోవడం; బెల్ట్ చాలా బిగుతుగా ఉండటం; అధిక ఫీడింగ్ మరియు దీర్ఘకాలిక ఓవర్లోడ్ పని.
పరిష్కారం: బేరింగ్ను మార్చండి; కందెన నూనెను జోడించండి; బెల్ట్ బిగుతును సర్దుబాటు చేయండి (18-25 మిమీ వంపు ఎత్తును సృష్టించడానికి ట్రాన్స్మిషన్ బెల్ట్ మధ్య భాగాన్ని మీ చేతితో నొక్కండి); ఫీడింగ్ మొత్తాన్ని తగ్గించండి.
4. ఫీడ్ ఇన్లెట్ వద్ద గాలి తలక్రిందులుగా
కారణం: ఫ్యాన్ మరియు రవాణా పైప్లైన్ అడ్డుపడటం; జల్లెడ రంధ్రాలు మూసుకుపోవడం; పౌడర్ సంచి మరీ నిండుగా ఉండటం లేదా చాలా చిన్నదిగా ఉండటం.
పరిష్కారం: ఫ్యాన్ బాగా అరిగిపోయిందో లేదో తనిఖీ చేయండి; జల్లెడ రంధ్రాలను శుభ్రం చేయండి; పౌడర్ సేకరణ బ్యాగ్ను సకాలంలో ఖాళీ చేయండి లేదా మార్చండి.
5. ఉత్సర్గ వేగం గణనీయంగా తగ్గింది
కారణం: హామర్ బ్లేడ్ బాగా అరిగిపోవడం; క్రషర్పై అధిక భారం పడటం వల్ల బెల్ట్ జారిపోయి, రోటర్ వేగం తగ్గడం; జల్లెడ రంధ్రాలు మూసుకుపోవడం; హామర్ మరియు జల్లెడ మధ్య అంతరం చాలా ఎక్కువగా ఉండటం; అసమాన ఫీడింగ్; తగినంత సహాయక శక్తి లేకపోవడం.
పరిష్కారం: హామర్ బ్లేడ్ను మార్చండి లేదా మరొక మూలకు మార్చండి; లోడ్ను తగ్గించి, బెల్ట్ టెన్షన్ను సర్దుబాటు చేయండి; జల్లెడ రంధ్రాలను శుభ్రం చేయండి; హామర్ మరియు జల్లెడ మధ్య అంతరాన్ని తగిన విధంగా తగ్గించండి; ఏకరీతి ఫీడింగ్; అధిక శక్తి గల మోటారును మార్చండి.
6. తయారైన ఉత్పత్తి చాలా గరుకుగా ఉంది
కారణం: జల్లెడ రంధ్రాలు బాగా అరిగిపోయాయి లేదా దెబ్బతిన్నాయి; మెష్ రంధ్రాలు జల్లెడ హోల్డర్కు గట్టిగా అతుక్కోలేదు.
పరిష్కారం: స్క్రీన్ మెష్ను మార్చండి; అది గట్టిగా అమరేలా చూసుకోవడానికి జల్లెడ రంధ్రాలకు మరియు జల్లెడ హోల్డర్కు మధ్య ఉన్న ఖాళీని సర్దుబాటు చేయండి.
7. బెల్ట్ అధిక వేడి
కారణం: బెల్టును సరిగ్గా బిగించకపోవడం.
పరిష్కారం: బెల్టు బిగుతును సర్దుబాటు చేయండి.
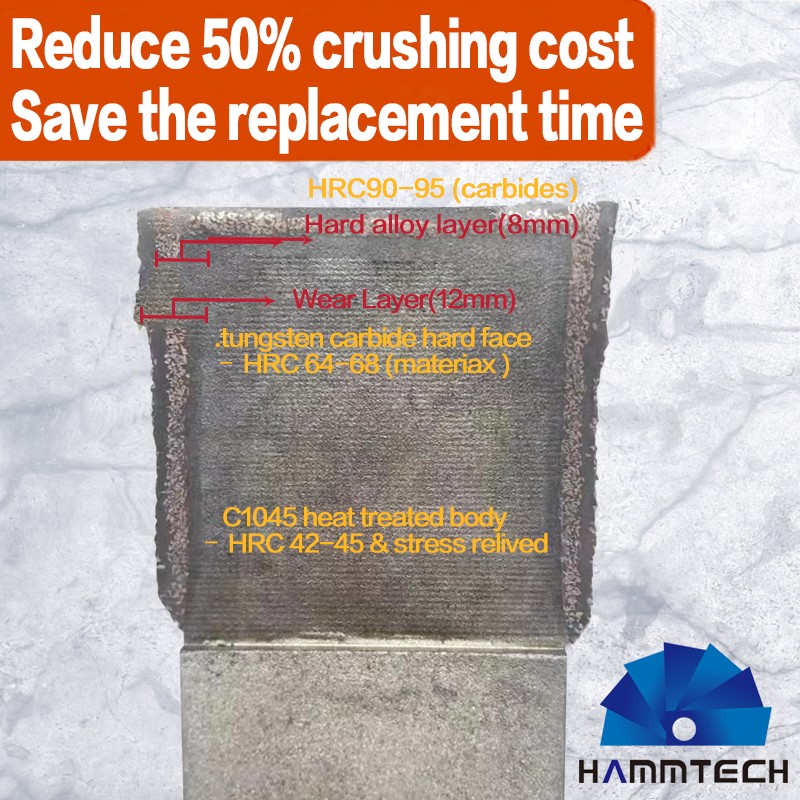
8. సుత్తి బ్లేడ్ యొక్క సేవా కాలం తగ్గిపోతుంది
కారణం: పదార్థంలో అధిక తేమ శాతం దాని బలాన్ని, దృఢత్వాన్ని పెంచి, దానిని నలపడం మరింత కష్టతరం చేస్తుంది; పదార్థాలు శుభ్రంగా లేకపోవడం మరియు గట్టి వస్తువులతో కలిసి ఉండటం; సుత్తికి, జల్లెడకు మధ్య దూరం చాలా తక్కువగా ఉండటం; సుత్తి బ్లేడ్ నాణ్యత చాలా తక్కువగా ఉండటం.
పరిష్కారం: పదార్థంలోని తేమ శాతాన్ని 5% కంటే మించకుండా నియంత్రించండి; పదార్థాలలోని మలినాల శాతాన్ని వీలైనంత వరకు తగ్గించండి; సుత్తికి మరియు జల్లెడకు మధ్య ఖాళీని తగిన విధంగా సర్దుబాటు చేయండి; నై వారి మూడు హై అల్లాయ్ సుత్తి ముక్కల వంటి అధిక నాణ్యత గల, అరుగుదలను తట్టుకునే సుత్తి ముక్కలను ఉపయోగించండి.
పోస్ట్ చేసిన సమయం: ఫిబ్రవరి-28-2025